工程
1.荒摺り
荒摺り工程に入る前の光学ガラスの形状は"レンズ"と呼ぶには程遠く、円柱状もしくは、曲率のついた形状で曇っています。(光学ガラスメーカーからプレスされた状態で購入します)
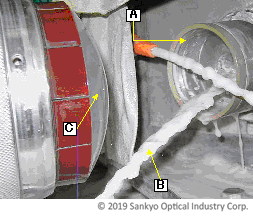
これを下にある写真にあるような機械(CurveGenerating、CG)を使用して所定のレンズ形状に仕上げていきます。
A:砥石-ダイヤモンドが散りばめられたカップ状の砥石
B:研削液-スムーズに研削するため
C:レンズ
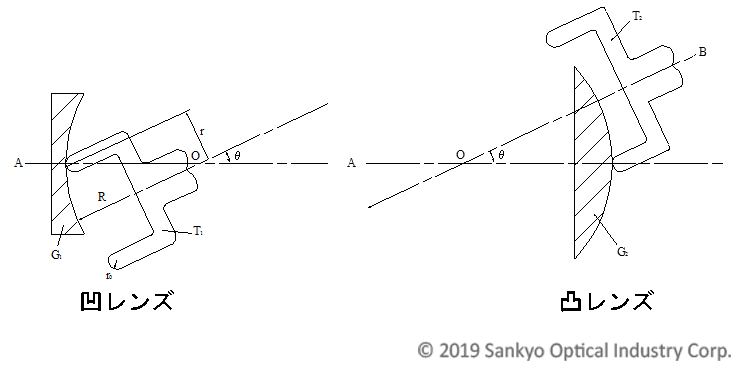
分かりやすく、下図に示します。
加工方法は、aを軸としてレンズがゆっくりと回転して、砥石を一定の角度θを軸として高速回転(5000~20000rpm)させて次の研削工程での加工分を加えた形状に仕上げます。
2.研削
この工程では、下の写真の機械で厚さを1/1000mm単位で加工していきます。
表面粗さ、球面精度を高めていきます。
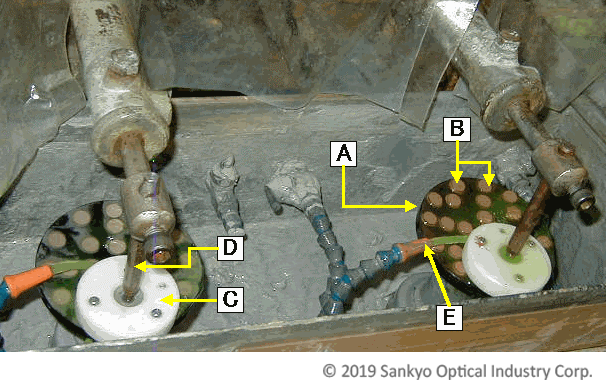 写真1:研削機
写真1:研削機
B:ダイヤモンドペレット。鉄ーアルミー銅などを溶かした物にダイヤモンドを混ぜ込んで固めた物。
C:チャック。レンズを加工するための冶具で加工面以外を覆う形状。真中はくぼみになっており超鋼で出来ている。
D:カンザシ。アーム。機械と連動しており縦または横に動く。
E:クーラントオイル。スムーズに研削するため潤滑油的な働きと磨耗熱を押さえる働きがある。
皿が高速回転してカンザシが、縦、横に動きレンズを均等に研削していく。
写真では凸レンズを研削しているので、凹の研磨皿を使用している。
3.研磨
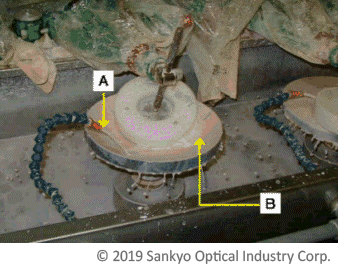 写真1:研磨機
写真1:研磨機
目的
ガラス面を光学的に十分な精度に仕上げる工程
曇っていたレンズを完全に透明にする。
(研削で発生した傷をなくしていく)
A:研磨液。研磨剤+水。研磨剤は酸化セリウムを使用。
液温は、面の精度に影響が大きいので冷却して使用する場合もある。
B:ラップ(ポリウレタンのシートで出てきている)
加工機械は基本的には研削機械と同様また、加工時間は研磨のほうが長い。
研磨後ニュートン原器をあて、曲率半径の検査。
その後、洗浄工程へ。
4.洗浄
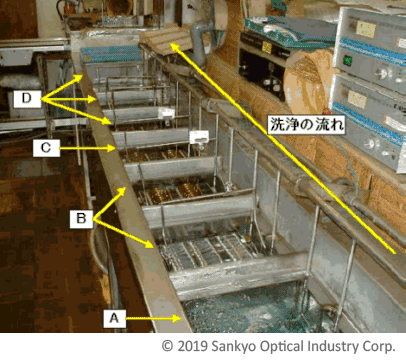 写真1:手動洗浄
写真1:手動洗浄洗浄の目的
研削、研磨、芯取り工程で付着した汚れを落とし、コーティング時に必要となる研磨面の清浄度を得ること
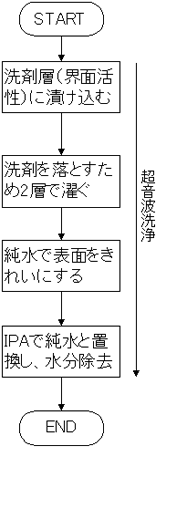
A:洗剤(界面活性剤)
レンズ表面に残った水溶性汚染物質を溶解除去する工程で、使用する洗剤は陰イオン系界面活性剤。
B:リンス層
レンズ表面に付着している洗剤、水溶性汚染物質の除去
C:純水層
水中不純物の再付着をさけて水溶性をよくするために比抵抗が数MΩの純水を使用する。
D:IPA槽
純水をIPAと置換して、水分を除去する。
問題点
光学ガラスは、普通のガラスとは異なり、アルカリ土類、希土類の金属酸化物を含んでおり、水に弱いもの、酸に弱いものアルカリに弱いものなどがあるため、洗浄は細心の注意をはらわなければならない。
また、梅雨で湿度が高いとき、ヤケといってレンズ表面が曇る現象が起こる。(表面が水によって浸蝕される)
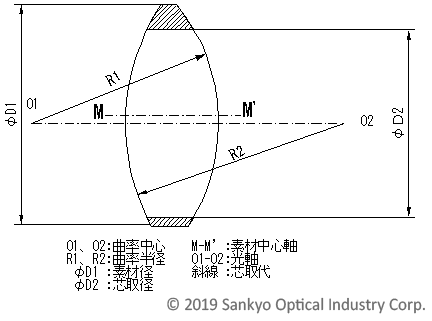
5.芯取
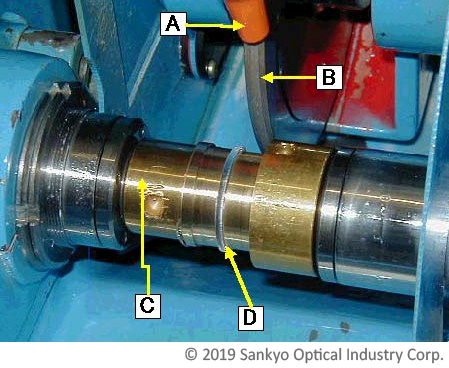 A:研削液、B:ダイヤモンドホイール、C:ホルダー、D:レンズ
A:研削液、B:ダイヤモンドホイール、C:ホルダー、D:レンズ芯取の目的
研磨完了後の両面の曲率中心(O1、O2)を結ぶ線、いわゆる光軸とレンズ外周を研削する芯取機の回転軸とを合致させ(芯だし)、所定の形状寸法に外周を研削し、ピリ防止などのために面取りを行う作業。
目的は、単レンズの光軸に対して外周軸に合致させ、組立時の基準面を作ること。
6.検査
 偏芯検査
偏芯検査
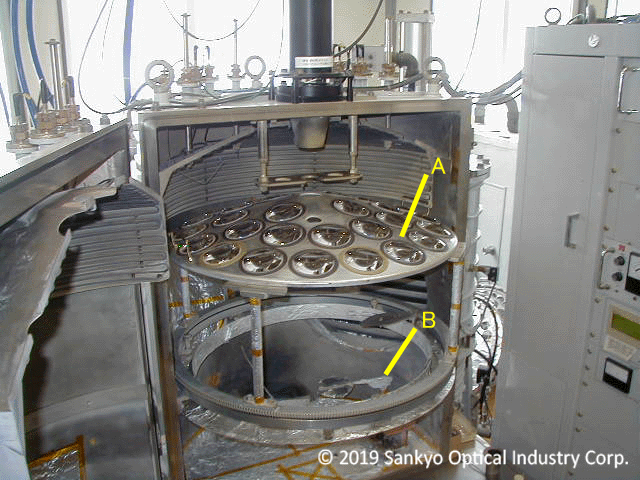
7.コート
コートの目的
反射防止、反射増加、光の分割・合成、光量の制御表面保護、など
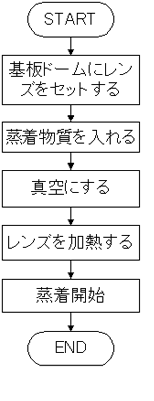
A:基板ドーム
蒸着物が均等につくようカサは曲率がついている
B:シャッター
開閉により所定の膜厚に制御する。
装置内を真空ポンプで10-6Torrにしてコート材料を加熱、溶解し蒸発させレンズの上に蒸着させる。
また、蒸発しにくい物質は電子銃を使用し電子ビームで効率よく加熱蒸着させる。
蒸着薄膜の厚さは、1層≒0.0001mm
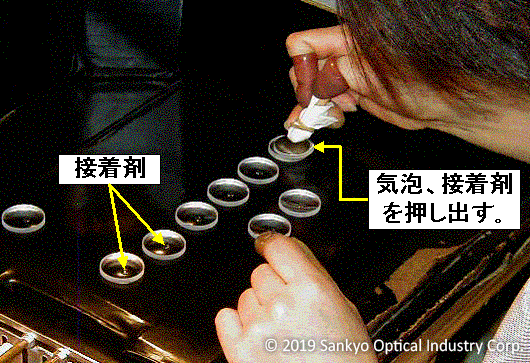
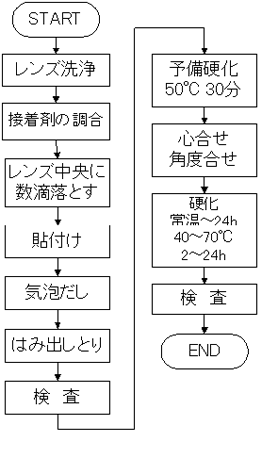
8.接合
接合の目的
①結像性能は媒質の屈折率に依存します。
屈折率は波長の関数であるため、結像性能も波長によって変化することになります。これを色収差と呼びます。
②1枚のレンズには必ず色収差が存在しますが、2枚以上のレンズを組み合わせることによって、色収差を低減させることができます。
③蒸着薄膜及びフィルム類の表面保護
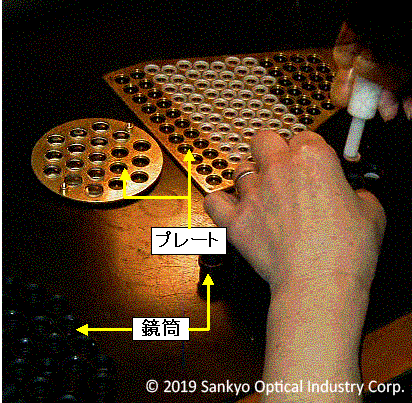
写真解説
レンズに埃が付着してないことを確認して、レ
ンズの中央に接着剤を数滴落として、その上に接合するレンズを重ねて、気泡および余分な接着剤を押し出している。
接着剤の種類
エポキシ系合成接着剤
ポリエステル系合成接着剤
紫外線硬化型合成接着剤
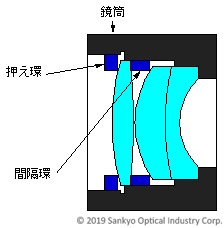
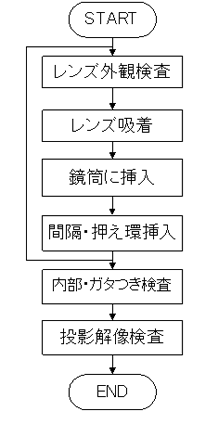
9.組立
レンズを吸引して、鏡筒に順番に入れていく。
レンズ1枚入れたらレンズ間隔環・押え環を入れる。
落とさないように慎重に作業する。
垂直に入れ、位置が決まったら回転させ平行を確認する方向を確認する(上下)。
レンズに直接あたるので研磨面を傷つけない。押え環はしっかり締める。
内部を見てゴミ汚れが無いことを確認する。
振ってみて、ガタつきが無いか確認する。
組立てたものをスクリーンに映して所定の精度が出ているか確認する。
10.特殊研磨
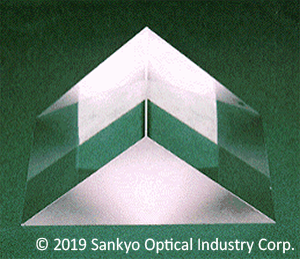
プリズム
プリズムは、目的により様々な形状があります。
代表的なものは、レンズの話、第10回~第12回に掲載してありますので参照してください。
まずは、直角プリズムを例に話を進めたいと思います。
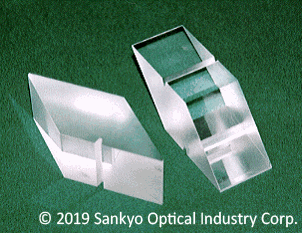
直角プリズム
構成
45°の稜を2つ持つ最も基本的なプリズムで、1面のみを反射面とする場合と2面を反射面とする場合があり、光の偏向や像の回転に使われます。
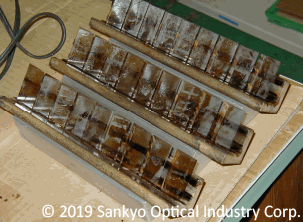
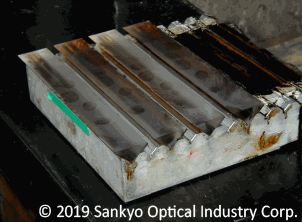
加工治具
プリズムの角度と同じV字に切ったアルミの治具をホットプレートで暖め、ワックスを塗り、プリズムを接着します。同様に1つの治具に数個~10数個貼り付け加工します。
研磨加工する面は1面だけではないので、プリズムの角度ごとにV字治具を用意します。
棒状で加工し、研磨後にカットする方法もあります。
レンズと違い丸ではないので、端面のだれが発生しやすくなります。しかし、一番気を使うのは角度です。厳しいものでは、数秒になります。
また、プリズムの種類によっては、平行度も重要な要素でなので、考慮しななければなりません。

2018 ©SANKYO KOGAKU KOGYO Co.,Ltd.