レーザ加工装置
レーザ光の特徴である、
①単色性(波長が単一)
②可干渉性(位相がそろっている)
③指向性(ビームの広がりが小さい)
を利用してレンズなどの光学系で集光させると高密度のエネルギーが得られ、ほとんどの材料を溶かしたり蒸発させたりすることができます。
これを加工に応用するとマーキング、切断、穴あけ、溶接、表面処理を行うことができます。
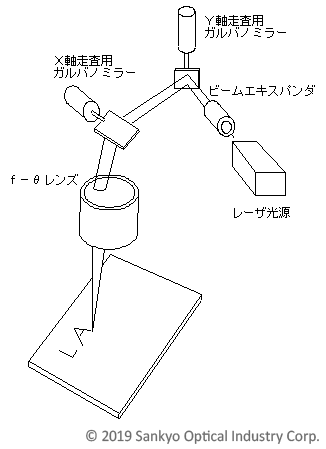
下図はマーキング光学系の説明図です。レーザ光をガルバノミラーでX軸・Y軸に走査することによって印字していく方式です。
レーザで工業的に利用されているものに、CO2レーザ、YAG(Yttrium Aluminium Garnet)レーザがあり、それぞれ気体レーザ、固体レーザの代表例です。
YAGレーザの波長は1.06μm、CO2レーザの波長は10.6μmであるために加工物の吸収やスポット径に違いが現れます。
ほかにもいろいろな種類のレーザがあり、その長所と短所を見極めて最適な加工ができるように選定する必要があります。
加工用レーザの種類と特徴
どのようなレーザがどんな加工に使用されているのかをまとめてみました。
| レーザ名 |
波長(μm) |
発振動作 |
主な用途 |
気
体
レ
丨
ザ |
CO2 |
10.6 |
連続パルス |
熱処理、溶接、切断、穴あけ |
| TEACO2 |
10.6 |
パルス |
マーキング |
| CO |
約5 |
連続 |
切断 |
エ
キ
シ
マ |
ArF |
0.193 |
パルス |
光化学反応
フォトエッチング
アブレーション |
| KrF |
0.249 |
| XeCl |
0.308 |
| XeF |
0.350 |
固
体
レ
丨
ザ |
YAG |
1.06 |
連続Qスイッチ |
溶接、穴あけ、切断、トリミング、マーキング |
| Nd:ガラス |
1.06 |
パルス |
スポット溶接、穴あけ |
| アレクサンドライト |
0. 70~0.83 |
パルス |
穴あけ、アニーリング |
この中で、TEA(Transversely Excited Atmospheric:横方向大気圧励起)CO2レーザは、通常のCO2レーザよりも高圧放電を利用したパルス発振レーザのことです。エキシマレーザ(Excited dimmerの略)は、自然状態では結合しない原子あるいは分子どうしのガスを電子ビームや放電などで励起すると、
一時的に結合して擬似分子を形成(これをExcimer:エキシマと呼ぶ)し、もとの原子あるいは分子に戻るときに放出する固有の波長の光を利用して誘導放出を起こさせたときに発生するレーザです。
アレクサンドライトレーザはアレクサンドライト結晶(BeAl2O4)にCr3+がドープされた材料を用いており、市販された最初の波長可変固体レーザです。
加工光学系について
レーザ加工は熱プロセスであるため、光学部品には熱吸収による劣化や変質を起こさない材料を選ぶことが基本となります。
たとえば、石英系材料はエキシマレーザからYAGレーザまで透過し機械的強度も大きく、精度の高い加工が可能です。しかしながら10.6μmのCO2レーザでは吸収してしまうので、透過光学部品としては使えません。
CO2レーザ用にはZnSeが多く使われます。この材料は高価ですが、機械的強度も大きく潮解性もありません。
但し、毒性が強いので取り扱いには十分な注意が必要です。
各種光学材料の特徴をまとめてみます。
| 種類 |
屈折率 |
透過域 |
特性 |
| BK7 |
1.51633(d線) |
350nm~1.5μm |
研磨性に優れ、最も多用されている材料 |
| 合成石英 |
1.45847(d線) |
180nm~3.5μm |
熱膨張係数が低く、精度、安定性に優れている |
| フッ化カルシウム |
1.43403(d線) |
105nm~6μm |
紫外から赤外まで幅広い透過率をもつ |
| 光学用シリコン |
3.4738(1.6μm) |
1.5μm~6μm |
屈折率、耐久性が高い |
| ZnSe(ジンクセレン) |
2.405(10.6μm) |
600nm~11μm |
CO2レーザ用に多用 |

2018 ©SANKYO KOGAKU KOGYO Co.,Ltd.